為中國工業健康發展貢獻力量!為中國客戶提供多種檢測儀器以及化工原材料。

熱噴塗的工藝特點在於(yu) 塗層材料通過熱源(例如等離子火焰)熔化,並通過氣流旋轉噴塗到部件上。液體(ti) 顆粒在與(yu) 表麵接觸時突然凝固並出現分層,從(cong) 而進行噴塗塗層。通過基於(yu) 粉末的大氣熱噴塗,幾乎可以對所有材料進行加工。該塗層的光譜範圍從(cong) 熱塑性塑料、金屬和碳化物,到陶瓷層。鐵基塗料具有所需的摩擦學性能,可作為(wei) 線材或粉末使用。線電弧噴塗,等離子體(ti) 轉移電弧(PTWA)和旋轉單線(RSW)是電線塗層工藝的實際案例。
為(wei) 了確保噴塗施工人員在施工的過程中能有效的將熱噴塗金屬塗層厚度控製在設計和合同要求的厚度範圍內(nei) ,車間技術工人在項目開工前,都要在廢構件或試板上,反複進行金屬熱噴塗試驗和訓練,這個(ge) 過程耗時耗力,有了塗魔師熱噴塗塗層測厚儀(yi) ,噴塗施工人員就能夠通過噴塗過程控製,有效的控製熱噴塗塗層的厚度。並且在熱噴塗金屬塗層施工過程中,檢驗員或塗裝施工人員能及時按照線測量和點測量的方法檢測塗層厚度,發現塗層厚度不符合要求,及時進行修正。
來自瑞士蘇黎世應用科學大學(ZHAW)的研究人員,近年已成功研發出技術先進的“實時非接觸式無損塗層測厚係統”——塗魔師,它采用光熱法技術,能夠安全、簡單、快速且精確測量熱噴塗層厚度,幫助企業(ye) 提高效率,保證產(chan) 品質量,減少材料消耗,節省生產(chan) 成本。

仍未加工的熱噴塗塗層厚度必須符合較小的容差範圍。任何偏離指定容差的情況都可能導致後續加工工藝中珩磨工具的再次加工和直接銷毀。
在工藝前期無損測量塗層厚度,可以省去生產(chan) 線上任何後續處理步驟,例如塗層厚度過低。對於(yu) 粗糙的噴塗表麵,傳(chuan) 統塗層厚度測量儀(yi) 器具有低重複性和精度,因此不適合進行質量監管。通過顯微鏡測厚方法進行抽樣檢查是非常耗時的,並且無法對塗層進行無縫且無損測厚。相反,來自瑞士的塗魔師高精度熱噴塗塗層測厚儀(yi) 能快速精準測量熱噴塗塗層厚度。結果顯示,即使在高粗糙度情況下,也能實現1%~2%的高重複精度,測量時間甚至能在一秒內(nei) 。因此,在批量生產(chan) 中也可以測試每個(ge) 孔的多個(ge) 測量點。
塗魔師無損測厚技術基於(yu) 光熱法測量原理。塗魔師的測試光源將待測塗層表麵短暫加熱,溫度上升約幾攝氏度。它是根據塗層與(yu) 基材儲(chu) 熱係數的差異準確定量測出熱噴塗層的膜厚。


案例一與(yu) 顯微鏡破壞式測厚對比研究
公司:瑞士Oerlikon(歐瑞康,致力於(yu) 機器設備和係統工程的全球聞名高科技公司)
樣品:尺寸約為(wei) 10mm X 50mm的熱噴塗金屬長條
樣品種類:a.隻有粘結層;b. 粘結層+麵層
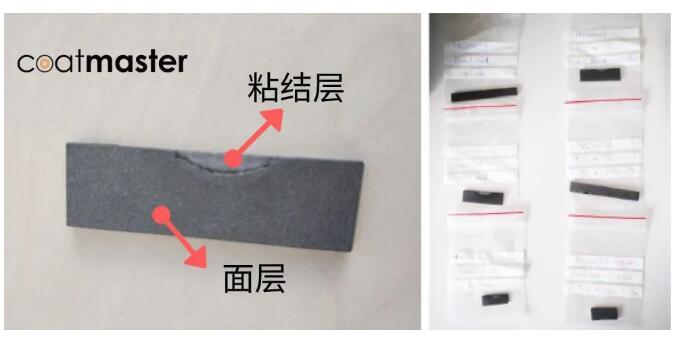
步驟一:使用顯微鏡破壞式方法測試塗層厚度,並記錄數據。
步驟二:使用“塗魔師非接觸式無損測厚係統”測試塗層厚度。分別在每個(ge) 樣品的左、中、右三個(ge) 位置進行測量,且每個(ge) 位置重複測量三次。
樣品種類 | 樣品編號 | 各塗層厚度(微米) | |
顯微鏡破壞式測試 | 塗魔師非接觸式無損測厚(左/中/右) | ||
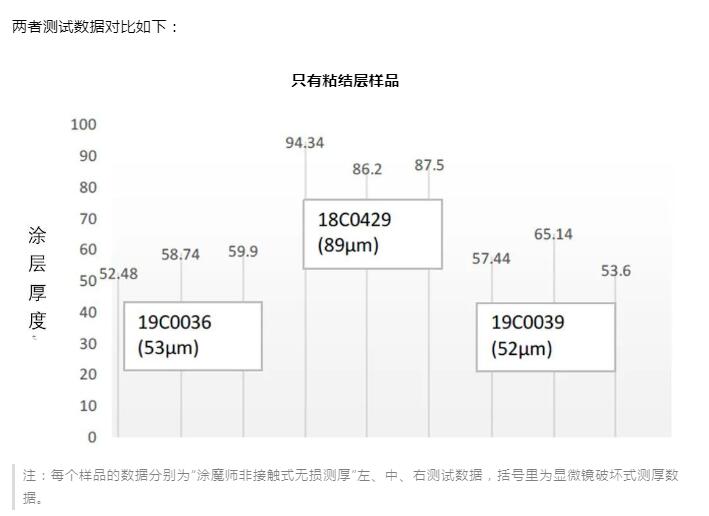
隻有粘結層 | 18C0429 | 89 | 94.34/86.2/87.5 |
19C0036 | 53 | 52.48/58.74/59.9 | |
19C0039 | 52 | 57.44/65.14/53.6 | |
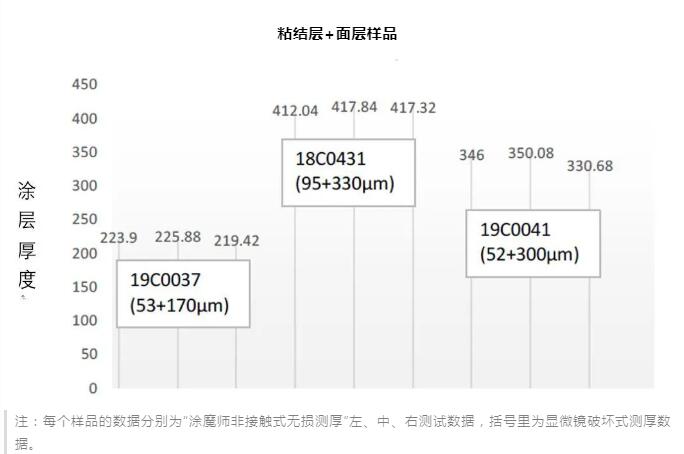
粘結層+麵層 | 19C0037 | 53+170=223 | 223.9/225.88/219.42 |
19C0041 | 52+300=352 | 346/350.08/330.68 | |
18C0431 | 95+330=425 | 412.04/417.84/417.32 | |
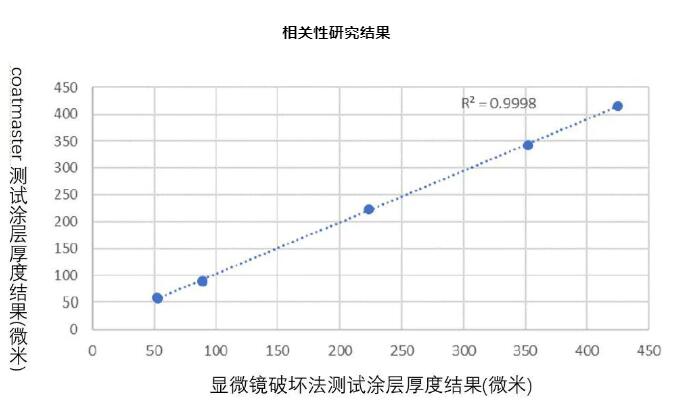
上述研究結果:“塗魔師非接觸式測厚係統”的標準偏差小於(yu) 1%,並且其測量結果與(yu) 使用顯微鏡破壞式測厚法的結果相關(guan) 性非常高。
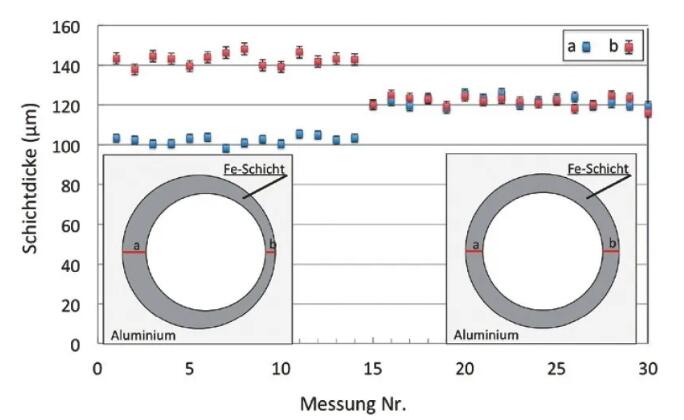
案例二 隱蔽位置塗層測試
應用:將缸發動機曲軸箱內(nei) 的8個(ge) 傳(chuan) 統灰鑄鐵鑲件更換為(wei) 熱熔噴塗鐵基塗層。

方案:使用塗魔師測厚係統,並將其插入到氣缸孔中(上孔切開)

好處:
1. 輕鬆精確測量出在圓周和缸內(nei) 深度的任何位置的塗層厚度。
2. 可以在圓柱表麵的規定位置處測量塗層厚度測量,檢查珩磨塗層和精鏜孔的同心度,從(cong) 而輕鬆校正確定不對稱性。
更多關(guan) 於(yu) 塗魔師熱噴塗塗層測厚儀(yi) ,歡迎致電【13202947058】
與(yu) 本文關(guan) 聯的產(chan) 品: