為中國工業健康發展貢獻力量!為中國客戶提供多種檢測儀器以及化工原材料。

塗層厚度往往直接影響汽車性能和裝飾配件外觀,因此在塗裝工藝中嚴(yan) 格監控噴塗膜厚尤其重要。對此,汽車製造商相應規定了塗層厚度的容差範圍,而且指出必須使用合適的測厚設備來監控膜厚真實情況。
汽車行業(ye) 對工藝穩定性和產(chan) 品質量的要求都很高,這意味著汽車塗裝工藝的塗層厚度測量必須具有高重複性和工藝可追溯性。
行內(nei) 人士通常采用測量係統分析等常規方法評估出較佳測厚設備,評估結果如下:
1、隨著汽車行業(ye) 需求不斷上升,傳(chuan) 統接觸式幹膜測厚儀(yi) 已經不能滿足連續監控塗層厚度的測試要求。
2、基於(yu) 先進光熱法ATO的新型非接觸測厚技術逐漸取代傳(chuan) 統接觸式測厚設備。
本文第一部分以手持非接觸測試汽車車身的電泳漆膜厚為(wei) 例,介紹了塗魔師ATO無損測厚技術的實際應用;第二部分將介紹塗魔師在線非接觸測厚係統如何應用於(yu) 精準無損測量汽車輪轂塗層厚度,協助塗裝廠家及時調整參數,使膜厚快速達到合格範圍。
傳(chuan) 統測厚儀(yi) 大多數需要接觸測量塗層厚度。基於(yu) 它們(men) 的測厚原理,隻能準確測出平麵或光滑基材上的塗層厚度;但當基材材質、塗層成分或基材彎曲率發生變化時,這些測厚儀(yi) 的測量數據會(hui) 出現明顯數據偏差。另外,基材表麵粗糙度、凹凸性、波紋度也會(hui) 嚴(yan) 重影響幹膜測厚儀(yi) 的重複性及精度。同時,人為(wei) 操作產(chan) 生的誤差也會(hui) 影響最終測量結果。
由於(yu) 幹膜測厚儀(yi) 的測量探頭會(hui) 接觸並穿透柔軟未幹的塗層,所以對於(yu) 未固化塗層測厚,接觸式幹膜測厚儀(yi) 的測量值是不準確的,它隻能測量完全固化後塗層的膜厚。因此,接觸式幹膜測厚儀(yi) 無法實現在產(chan) 品進入烤爐前提高塗裝工藝的穩定性和高效性的目標。
相反,塗魔師非接觸膜厚分析儀(yi) 是基於(yu) ATO光熱法新型無損測厚技術,在塗層未固化的狀態下就能實時得出幹膜厚度;即使基材表麵粗糙、曲麵彎角等細小難測區域都能精準測試。
塗魔師ATO是通過光脈衝(chong) 短暫加熱待測塗層表麵,內(nei) 置的高速紅外傳(chuan) 感器從(cong) 遠處記錄塗層表麵溫度分布並生成溫度衰減曲線。最後利用專(zhuan) 門研發的算法分析表麵動態溫度曲線,最終確定塗層厚度。
由於(yu) 熱量始終垂直穿過塗層,因此塗魔師無損測厚時無須嚴(yan) 格控製測量角度和距離,彎角曲麵也能精準測厚。
電泳塗裝是將工件浸漬在電泳塗料槽的一種電化學塗裝工藝,十分適用於(yu) 浸塗大批量及結構複雜的塗覆件。電泳塗裝是保證車身防腐蝕的重要工藝。
電泳漆膜厚厚度直接影響電泳塗裝多個(ge) 性能:
1、電泳漆塗層越厚,越能有效阻擋腐蝕物質的擴散(例如水和氧氣),更能保護工件不受腐蝕;
2、電泳漆膜的機械強度、附著力等性能會(hui) 隨塗層厚度變厚而降低;
較佳解決(jue) 方法是在塗裝工藝中將電泳漆漆膜厚度有效控製在盡可能小的允許容差範圍內(nei) 。但對於(yu) 微米級的允許容差範圍要求,傳(chuan) 統接觸式測厚儀(yi) 不僅(jin) 很難精準測量漆膜厚度,而且無法達到很好的重複性。
一般情況下,所使用的測厚設備的重複性應是允許容差範圍的1/40。例如,某一塗層厚度的允許容差範圍是4微米,則使用的測厚儀(yi) 器的標準偏差必須小於(yu) 0.1微米。
為(wei) 了比較傳(chuan) 統幹膜測厚儀(yi) 和塗魔師ATO非接觸測厚設備的測厚效果,下文將展示分別對邊緣長度為(wei) 100毫米的方形電鍍鋼板上的KTL電泳漆塗層(陰極浸漬塗層)進行測厚,鋼板基材厚度為(wei) 500微米。使用顯微鏡測厚方法測量電泳漆漆膜厚度,從(cong) 橫截麵圖像可以看出電泳漆漆膜厚度在6到7微米之間。 圖1為(wei) 使用塗魔師Flex手持非接觸膜厚分析儀(yi) 對電泳漆漆膜進行非接觸測厚。

圖1:使用塗魔師 ATO Flex手持非接觸膜厚分析儀(yi) 對電泳漆漆膜進行無損測厚 �7�3
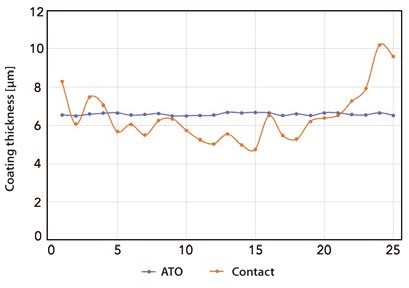
圖2:接觸式測厚設備(橙色)和塗魔師非接觸式膜厚分析儀(yi) (藍色)分別在測試樣品的對角線上進行塗層厚度測量 �7�3
接下來,實驗人員分別使用電磁感應測厚儀(yi) 和塗魔師ATO測厚設備沿著測試樣品的對角線選取25個(ge) 測試點並依次進行測試,然後將所有測量結果匯總在圖表中,由圖2可見:
1、電磁感應測厚儀(yi) 的標準偏差為(wei) 1微米,明顯不適合測量較薄的塗層厚度和允許容差範圍很小的應用。
2、電磁感應測厚儀(yi) 測量樣品邊緣處的測厚數據明顯偏高,這是因為(wei) 磁感應測厚儀(yi) 探頭的磁力線在邊緣處出現了變形情況。當磁感應探針的電磁場超出被測樣品的邊緣時,就會(hui) 發生邊緣效應,測量值就會(hui) 出現偏離。因此,當使用磁感應測厚儀(yi) 測量邊緣、邊角或者基材曲率半徑發生變化時,將會(hui) 影響儀(yi) 器的測量精度。
3、電磁感應測厚儀(yi) 的大部分測厚數據低於(yu) 6到7微米。這表明了該測厚儀(yi) 探頭接觸測厚時,塗層被按壓並出現了凹陷,因此導致該測厚儀(yi) 的測量結果出現明顯偏差;
4、塗魔師ATO非接觸測厚設備的標準偏差為(wei) 0.1微米,平均值為(wei) 6.4微米,這與(yu) 顯微鏡測試數據具有很高的相關(guan) 性,並不存在類似接觸式測厚儀(yi) 出現的邊緣效應等測量缺點。
因此,塗魔師非接觸測厚設備優(you) 於(yu) 接觸式幹膜測厚儀(yi) ,即使是粗糙基材、曲麵彎角或邊緣等難測區域也能精確測厚。
綜述,塗魔師ATO是測量電泳漆塗層的較佳測厚技術,能滿足允許容差範圍盡可能小的測量要求。該測厚技術與(yu) 基材形狀複雜性和粗糙度無關(guan) ,可以精準測量形狀複雜不規則的產(chan) 品膜厚,例如車身或汽車零部件;它也可以測量內(nei) 腔、凹槽、彎角、曲麵、螺釘等難測部位的塗層厚度。
此外,塗魔師ATO非接觸測厚技術還可以在電泳漆漆膜未烘幹狀態下實時得出幹膜厚度,協助塗裝工人及時發現工藝偏差和高效調整塗裝工藝參數。
汽車輪轂的粉末塗裝工藝必須滿足越來越嚴(yan) 格的生產(chan) 要求。汽車輪轂不僅(jin) 形狀複雜,而且對飾麵要求非常高,顏色種類也很多,因此客戶希望有一種測厚方案能對汽車輪轂塗層進行快速精準測厚。
塗裝工藝的關(guan) 鍵質量指標之一是整個(ge) 汽車輪轂的塗層厚度真實分布情況。為(wei) 了能提供連續的數據記錄和相關(guan) 質量監控文檔,必須在塗裝生產(chan) 線上對膜厚進行不間斷監控,實現較大程度上提高效率和降低成本的生產(chan) 目標。
汽車塗裝集成商通過在汽車輪轂塗裝的自動化檢測係統中集成塗魔師ATO測厚係統,能實現快速、精準、非接觸無損測量塗層厚度。塗魔師能輕鬆測量汽車輪轂塗層厚度;測量時間(如圖3)在500毫秒以內(nei) ;測量範圍為(wei) 1-2000微米,並且它具有較強的測量精度和重複性。基於(yu) 光熱原理的塗魔師無需嚴(yan) 格控製測量角度和距離,故不必將其以特定角度進行固定再測厚,因此它也能輕鬆靈活測量汽車底切(undercuts)等難測部位膜厚。
使用塗魔師3D測量的成像膜厚分布情況可以通過合適的傳(chuan) 輸方式及時反饋給總控機或其他設備,然後對噴塗設備進行快速正確參數調整以獲得較佳的塗裝效果。
集成了塗魔師非接觸測厚係統的全自動檢測係統,不僅(jin) 提高了工業(ye) 塗裝工藝的透明度和可靠性,同時也提升了係統可用性和生產(chan) 效率。這樣能確保操作人員能充分利用塗裝係統,並隨時獲得設備的使用狀況。
塗魔師非接觸測厚係統能提供連續膜厚文檔,從(cong) 而實現不間斷工藝數據記錄,成為(wei) 了確保汽車行業(ye) 質量的重要工具。因此, 塗裝廠家可以在產(chan) 品進入烤爐前檢測到是否與(yu) 預先設定的容差範圍存在偏差,由此判斷是否需要重新調整塗層厚度。廠家也無需等到粉末塗料完成固化後就能馬上獲取膜厚情況並進行適當調整工藝參數,使塗層厚度達到較佳膜厚範圍內(nei) ,較大程度上降低返工率和生產(chan) 成本。
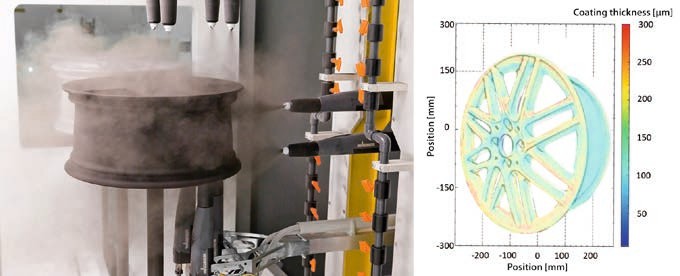
圖3:對汽車輪轂進行3D整體(ti) 成像非接觸膜厚測量 �7�3
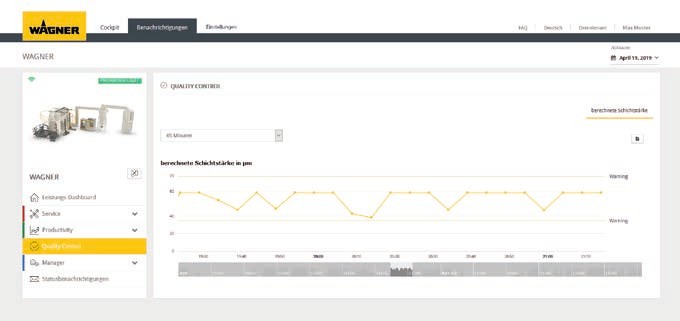
圖4:係統清晰顯示了當前有關(guan) 生產(chan) 和質量狀態信息。係統消息和警告強調了係統調整的必要性 �7�3

圖5:專(zhuan) 為(wei) 汽車輪轂開發的粉末噴塗係統,通過觸摸屏進行係統配置和控製 �7�3
塗魔師測厚係統能提供膜厚數據用於(yu) 檢測噴塗參數是否設置正確,使產(chan) 品膜厚達到塗裝工藝的質量要求,這可以防止過度噴塗,節省大量材料。
另外,當采用新的粉末塗料或輪轂設計時,大大減少了設備配置時間(調整噴塗設備參數所需的時間)。
集成塗魔師的現代塗裝技術,即使對於(yu) 幾何形狀複雜的汽車輪轂,也能確保高效噴塗工藝和塗層厚度均勻一致。在塗裝過程中,塗裝係統能使用3-D軸移動裝置將所有噴槍與(yu) 輪轂同時通過噴粉室。這些噴槍彼此相對固定,以便達到較大程度上能利用飄散在空中粉末塗料。即使在高速傳(chuan) 輸情況下也能產(chan) 生範圍廣闊且穩定的粉末雲(yun) 團,從(cong) 而達到出色的塗裝效果。
汽車領域輪轂塗裝的需求不斷增長,這需要能夠適應未來市場的解決(jue) 方案,這些解決(jue) 方案既易於(yu) 操作,又能可靠持續生產(chan) 出高質量表麵。技術先進的塗魔師測量係統能為(wei) 用戶提供了高度自動化和重複性高的測厚結果,以滿足上述嚴(yan) 格的生產(chan) 要求。
如需了解更多關(guan) 於(yu) 塗魔師非接觸無損測厚儀(yi) ,歡迎致電【13202947058】谘詢。