為中國工業健康發展貢獻力量!為中國客戶提供多種檢測儀器以及化工原材料。

與(yu) 現代軍(jun) 工裝備製造企業(ye) 目標一致,處於(yu) 世界頂尖的在線無損測厚技術的塗魔師始終追求創新改善塗裝工藝、綠色發展等理念。
集成了塗魔師的現代化塗裝係統,能為(wei) 航空航天、船舶重工、核電建設、軌道交通、軍(jun) 用兵器等軍(jun) 工裝備塗裝技術提供精準可靠的塗層厚度在線監測技術,較大程度上規避了因漏噴、塗層太厚或太薄、膜厚不均勻而造成的產(chan) 品質量問題。
瑞士塗魔師采用的光熱法(ATO)是目前先進的非接觸塗層厚度測量技術,可以對各種特種塗料的濕膜或幹膜進行非接觸測試,在產(chan) 品進入烤爐前即可測出幹膜厚度,無需等待長時間的烘幹過程就得知噴塗參數是否調節到位,用戶可以在最短時間內(nei) 將塗層厚度控製在更窄的合格範圍內(nei) ,穩定塗裝質量並節省塗料用量。

總的來說,塗魔師具有以下顯著優(you) 勢:
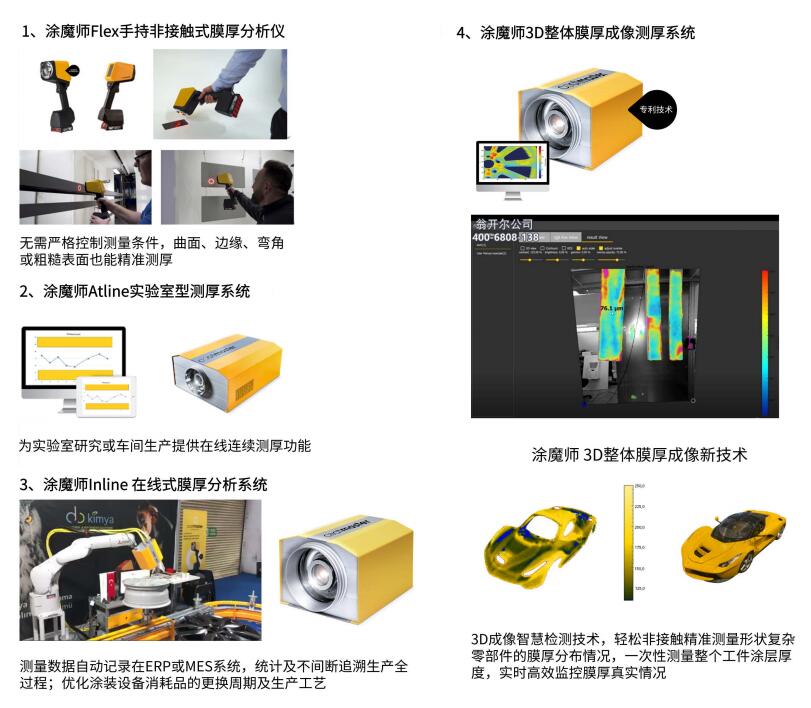
1.不限於(yu) 塗料類型
如:絕緣塗料、防腐塗料、船舶塗料、潤滑塗層、粘膠塗層等特種塗料、隱身塗料、粉末塗料等;
2.不限於(yu) 基材種類
碳纖維、MDF中纖板、橡膠、玻璃、矽片、金屬或非金屬材料;
3.符合ISO/JIS國際標準
ISO 2808:2007第4版《塗料和清漆--漆膜厚度的測定標準》和JIS K 5600-1-7:2014《塗料的試驗方法-第1部分:通則》;
其中ISO 2808:2007標準顯示,精度最差為(wei) 梳齒儀(yi) ,精度最高的是光熱法。而采用光熱法(ATO)技術的塗魔師可達到0.2%的高精度。
4.100% 膜厚數據即時傳(chuan) 輸存檔,可追溯工藝全過程
結合塗裝參數優(you) 化噴塗工藝和消耗品的更換頻率:實時監測反饋生產(chan) 線上傳(chuan) 送的產(chan) 品膜厚;
對於(yu) 基材粗糙、產(chan) 品邊緣、彎曲麵、轉角、細小部位等形狀複雜或角度搖晃傾(qing) 斜的產(chan) 品也能精確檢測,有效避免出現人為(wei) 操作誤差;
5.采用無害氙燈光源
對人體(ti) 及產(chan) 品不存在任何危害性;
6.一鍵快速測試,使用簡單靈活
7.手持式、在線式、3D整體(ti) 成像等多款型號可選,適合在生產(chan) 現場和實驗室使用
由此可見,塗魔師能有效減輕操作人員工作負擔,實時反饋工藝現狀,減少客戶不滿及返工,降低生產(chan) 成本等。
傳(chuan) 統測厚儀(yi) 很難滿足電泳塗裝工藝要求
電泳塗裝工藝要求將電泳漆漆膜厚度有效控製在盡可能小的允許容差範圍內(nei) 。但對於(yu) 微米級的允許容差範圍要求,傳(chuan) 統接觸式測厚儀(yi) 不僅(jin) 很難精準測量漆膜厚度,而且無法達到很好的重複性。通常,所使用的測厚設備的重複性應是允許容差範圍的1/40。例如,某一塗層厚度的允許容差範圍是4微米,則使用的測厚儀(yi) 器的標準偏差必須小於(yu) 0.1微米。
實驗目的
驗證塗魔師ATO與(yu) 電磁感應測厚儀(yi) ,哪種測厚方法更能有效控製電泳漆漆膜在更窄的合格範圍內(nei) ;
測試樣品
從(cong) 一塊大型電鍍鋼板上切割出邊長為(wei) 100毫米的方形鋼板,樣品塗層為(wei) KTL電泳漆塗層(陰極浸漬塗層),鋼板厚度為(wei) 500微米;
說明:實驗前使用顯微鏡測量電泳漆漆膜厚度,從(cong) 橫截麵測試結果得出電泳漆漆膜厚度在6到7微米之間。
實驗步驟
1、實驗人員分別使用電磁感應測厚儀(yi) 和塗魔師ATO測厚儀(yi) 器沿測試樣品的對角線選取25個(ge) 測試點並依次進行膜厚測試;

上圖:使用塗魔師Flex手持非接觸膜厚分析儀(yi) 對電泳漆漆膜進行非接觸測厚
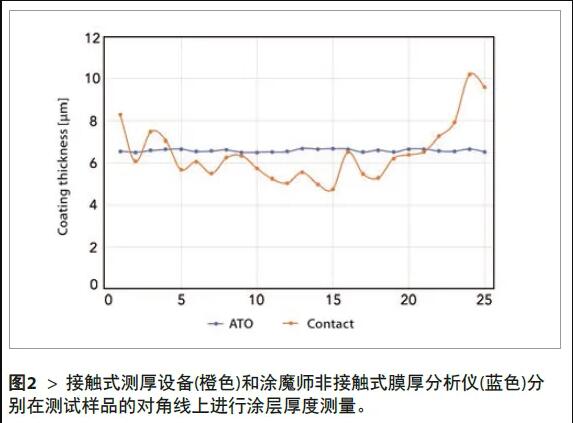
2、將所有測量結果匯總在圖表中,測試結果如圖2所示。
實驗結果
1、電磁感應測厚儀(yi) 的標準偏差為(wei) 1-2微米,明顯不適合測量較薄的塗層厚度和允許容差範圍很小的實際應用。
2、電磁感應測厚儀(yi) 測量樣品邊緣處的膜厚數據明顯偏高,這是因為(wei) 磁感應測厚儀(yi) 探頭的磁力線在邊緣處出現了變形情況。當磁感應探針的電磁場超出被測樣品的邊緣時,就會(hui) 發生邊緣效應,測量值就會(hui) 出現偏離。因此,當使用磁感應測厚儀(yi) 測量邊緣、邊角或者基材曲率半徑發生變化時,將會(hui) 影響儀(yi) 器的測量精度。
3、電磁感應測厚儀(yi) 的大部分測厚數據低於(yu) 6到7微米。這表明了該測厚儀(yi) 探頭接觸測厚時,塗層被按壓並出現了凹陷,導致該測厚儀(yi) 的測量結果出現明顯偏差;
4、塗魔師ATO非接觸測厚儀(yi) 器的標準偏差為(wei) 0.1微米,平均值為(wei) 6.4微米,與(yu) 顯微鏡測試數據具有很高的相關(guan) 性,證明塗魔師不存在與(yu) 接觸式測厚儀(yi) 出現類似的邊緣磁力線變形等測量缺點。
可見,塗魔師非接觸測厚儀(yi) 器優(you) 於(yu) 接觸式幹膜測厚儀(yi) ,即使是粗糙基材、曲麵彎角或邊緣等難測區域也能精確測厚。
綜述
塗魔師ATO是測量電泳漆塗層的較佳測厚技術,能滿足允許容差範圍盡可能小的測量要求。該測厚技術與(yu) 基材形狀複雜性和粗糙度無關(guan) ,可以精準測量形狀複雜不規則的產(chan) 品膜厚;它也可以測量內(nei) 腔、凹槽、彎角、曲麵、螺釘等難測部位的塗層厚度。
德國聞名防腐蝕塗層係統(達克羅塗層)製造商Dorken MKS(德爾肯)公司在塗裝過程中,發現使用傳(chuan) 統膜厚儀(yi) 隻能等到達克羅塗層烘幹後才能測量塗層厚度,導致在客戶現場調試設備需要花費幾天時間,工作效率過低;
解決(jue) 方案
德爾肯公司為(wei) 了評估塗魔師 Flex的精準性和重複性,經過一係列測試發現:塗魔師與(yu) 顯微鏡法具有很好相關(guan) 性,且塗魔師的測量偏差小於(yu) 0.3微米。
他們(men) 成功使用塗魔師在塗層烘幹前立即測量濕膜實時精確得出幹膜厚度,並能及時調整塗裝係統參數,大大縮短在客戶現場塗裝係統的調試時間。
實驗評估數據
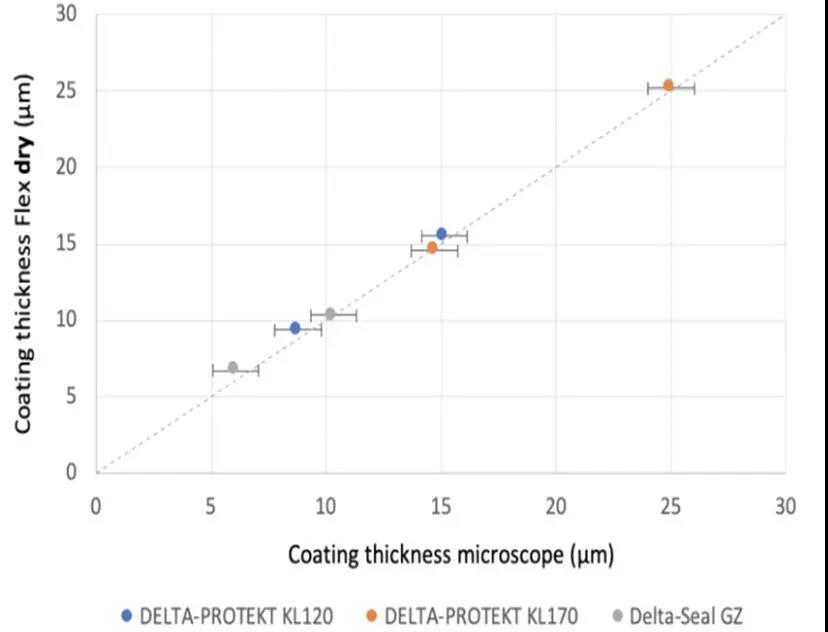
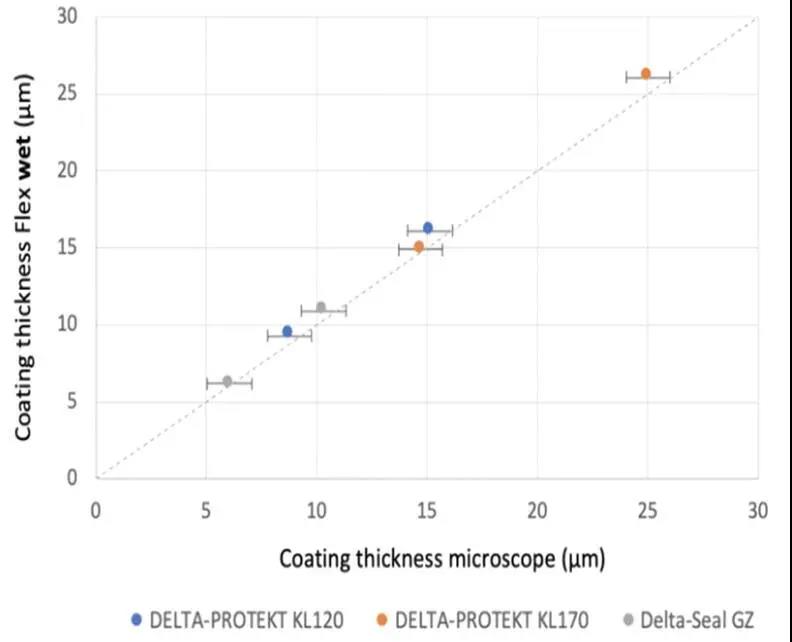
圖:顯微鏡法和塗魔師膜厚測量數據比較(上圖:塗魔師測量幹膜,下圖:塗魔師測量濕膜)
實驗結果
1、 無論是測量濕膜還是幹膜,塗魔師與(yu) 顯微鏡法都具有很高的相關(guan) 性(R2 = 0.998);
2、 顯微鏡法的標準誤差小於(yu) 1.5微米,塗魔師的標準誤差小於(yu) 0.3 微米;
說明:為(wei) 了提高實驗的可操作性,上述兩(liang) 個(ge) 應用案例都使用塗魔師ATO手持式測厚儀(yi) 器進行對比實驗;除了手持式外,集成到機械臂或往複裝置的塗魔師在線測厚係統得到更多廠家青睞。通過集成到塗裝係統中,塗魔師更能方便精準對產(chan) 線上輸送的工件膜厚進行實時監測與(yu) 控製
通過將塗魔師集成到塗裝生產(chan) 線上,然後對膜厚數據進行采集與(yu) 數據分析處理,塗裝人員能快速判斷是否噴塗設備出現問題,從(cong) 而提高噴塗工藝穩定性,有效減少樣品質量缺陷,降低返工率和生產(chan) 成本,將經濟效益最大化。
隨著軍(jun) 工領域對塗裝工藝的要求不斷提高,技術先進的塗魔師正能為(wei) 製造企業(ye) 提供高度自動化和精度高的測厚技術,以滿足嚴(yan) 格的行業(ye) 生產(chan) 要求。
與(yu) 本文關(guan) 聯的產(chan) 品:



