為中國工業健康發展貢獻力量!為中國客戶提供多種檢測儀器以及化工原材料。

用激光掃描儀(yi) 準確測量了斷裂後的金屬殼體(ti) 厚度,殼體(ti) 厚度的變化與(yu) 模具熱監測數據有關(guan) 。高度詳細的3D厚度測量技術證實,模具中可能發生殼厚度的局部變化。結合模具熱監測,確定了這些厚度變化的根本原因。
本文對直板廠(DSP)高速薄板鑄造機發生的兩(liang) 次斷裂殼事件進行了討論。第一次斷裂與(yu) 一個(ge) 大的包裹物有關(guan) 。第二次是與(yu) 局部殼體(ti) 厚度變薄和不正確的設置錐度有關(guan) 。
在這兩(liang) 種情況下,斷裂都與(yu) 殼層厚度的局部減少有關(guan) 。這些位置的模具熱溫度確定了熱電偶溫度的降低,表明鋼殼和銅之間存在“空氣”間隙或絕緣層。使用CON1D進行的額外計算來驗證絕緣層的存在,並更好地理解導致這些斷裂的事件。
在激光厚度測量技術的幫助下,對通常用於(yu) 測量和評估汽車車身部件的激光厚度測量技術進行改編,準確測量了兩(liang) 個(ge) 斷裂的殼體(ti) 厚度。
用這種技術研究的兩(liang) 個(ge) 斷裂殼分布是斷裂A,原因是包裹物滯留在西寬麵;斷裂B,南部狹窄麵的錐形斷裂。
在結果評估過程中,值得注意的是,在兩(liang) 個(ge) 斷裂中,殼體(ti) 沒有恒定的厚度,並且表現出三種變薄趨勢:
- 在縱向方向上的局部變薄
- 在垂直方向上的局部變薄
- 外殼區域的變薄
一些變薄區域,同時出現縱向和橫向裂紋。
殼體(ti) 厚度的測量結果與(yu) 熱電偶信號進行了比較,較薄的殼體(ti) 溫度越低,較厚的殼體(ti) 溫度越高。
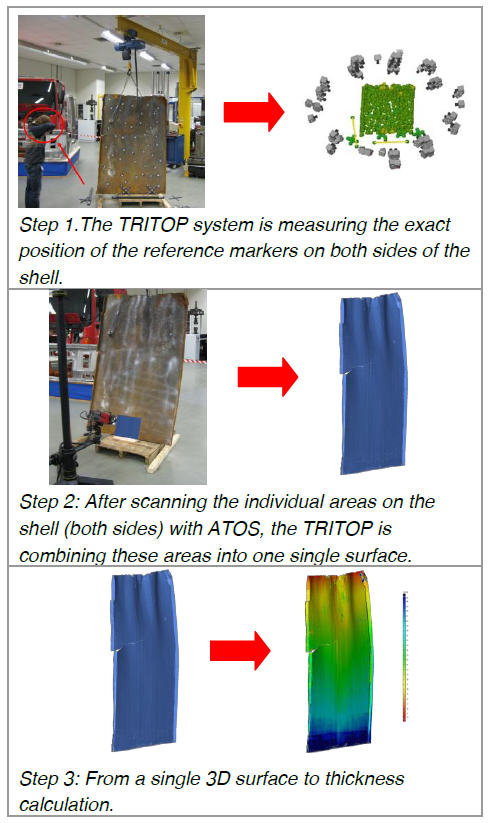
為(wei) 了測量斷裂殼層,我們(men) 使用了一個(ge) 3D數字化儀(yi) (ATOS)和光學坐標測量儀(yi) (TRITOP)介紹
相結合的儀(yi) 器。
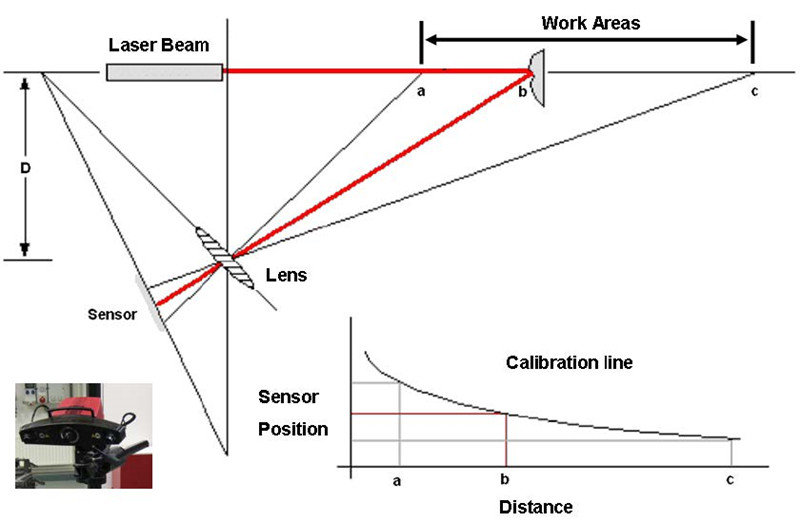
ATOS是一種基於(yu) 三角測量原理(圖1)的柔性光學測量機,用兩(liang) 個(ge) 攝像機觀察投影條紋圖案。高精度地計算每個(ge) 攝像機像素的三維坐標,生成對象表麵的多邊形網格
三角測量的原理:激光源和傳(chuan) 感器之間的距離是已知的。激光向被測物體(ti) 發射光線,光線通過透鏡反射回傳(chuan) 感器。點b可以通過知道a、c和距離d來計算。
TRITOP是一種光學坐標測量儀(yi) 。該移動技術旨在定義(yi) 標記的精確3D位置(遙測)。TRITOP用於(yu) 識別外殼兩(liang) 側(ce) 的參考標記,以支持ATOS測量。
當殼體(ti) 兩(liang) 側(ce) 在同一坐標係中時,3D厚度的計算是可能的
當在直接薄板廠薄板坯連鑄機中鑄造低範圍HSLA鋼(高強度低合金)時,在鋼包更換期間,發生了斷裂。 在斷裂前,熱電偶溫度和其他工藝參數非常正常,幾乎沒有不穩定的跡象。然後在斷裂前幾分鍾,由於(yu) 模具水平的波動,鑄造速度降低。
考慮到斷裂的原因不明,決(jue) 定用這種新技術來研究殼體(ti) 。因此,用3D激光技術測量斷裂殼體(ti) 厚度。

由於(yu) 斷裂孔和一些飛濺附著在殼體(ti) 的斷裂一側(ce) ,在激光測量中使用了斷裂的另一側(ce) 。因此,采用全固定麵側(ce) 和兩(liang) 側(ce) 窄麵的一半進行測量。
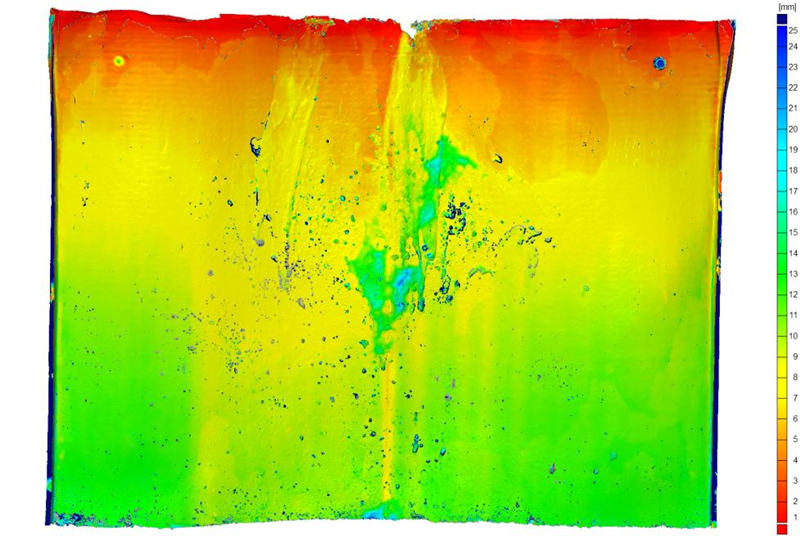
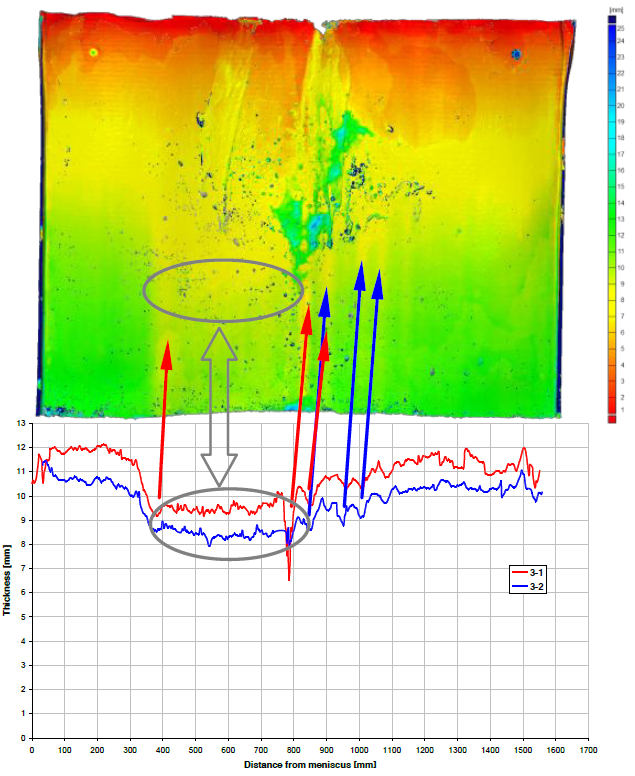
殼層厚度的3D視圖如圖5所示。在這張圖中,值得注意的是,斷裂殼體(ti) 沒有恒定的厚度,並顯示了三種變薄趨勢:
- 在縱向方向上的局部變薄
- 在垂直方向上的局部細化
- 外殼區域的變薄
與(yu) 其他區域相比,厚度的局部減少約為(wei) 50%;特別是在縱向上。
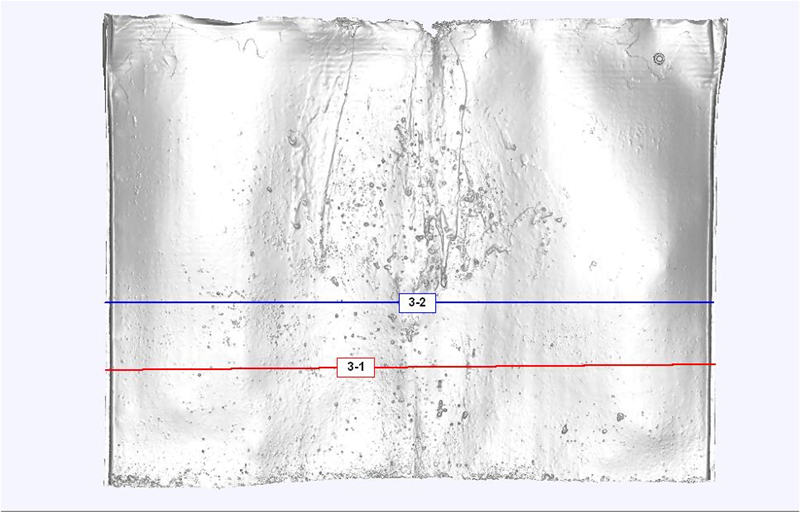
為(wei) 了能夠闡明厚度的減少,使用了兩(liang) 個(ge) 位置來測量沿一條線(圖4中的紅色和藍色線)的外殼厚度。
這些位置與(yu) 3D視圖相比較的結果如圖6所示。這些線條更清楚地顯示了殼層厚度的減少,表明局部和區域變薄。
在清除礦渣邊緣的過程中,在直接板材廠鑄造HSLA鋼(高強度低合金)時發生了斷裂。在斷裂之前,熱電偶的溫度非常不穩定,斷裂的原因尚不清楚。因此,我們(men) 也決(jue) 定用3D激光技術來研究外殼。
因此,在斷裂事件發生後,進一步分析斷裂殼,用3D激光技術研究斷裂殼,並測量其厚度。圖7顯示了一個(ge) 斷裂殼的照片。

考慮到斷殼狀態良好,激光測量分兩(liang) 部分進行:
第一部分:鬆散邊的一側(ce) 和每個(ge) 窄麵的一側(ce)
第二部分:完整固定的一側(ce) ,和每個(ge) 窄麵的一側(ce) ,包括斷開孔的一半。
第一部分將作為(wei) 參考文獻顯示。
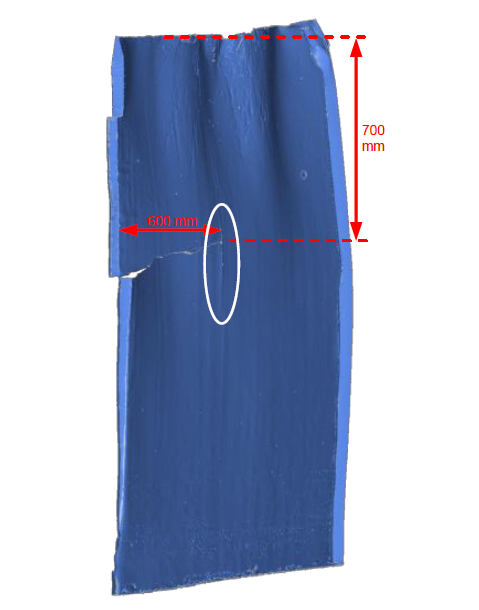
第二部分:測量采用全東(dong) 寬麵(固定側(ce) )和兩(liang) 側(ce) 窄麵的一半進行測量。圖8顯示了正在研究的半斷裂殼。在這個(ge) 半殼的中間發現了縱向裂縫(白色圈)。紅色表示裂縫到半月板的距離和從(cong) 南窄麵的距離。
外殼厚度的3D視圖如圖9所示。在圖中,值得注意的是,斷裂殼沒有恒定的厚度,再次顯示與(yu) 斷裂A相同的三種變薄特點:
- 在縱向方向上的局部變薄
- 在垂直方向上的局部變薄
- 外殼區域的變薄
與(yu) 其他區域相比,厚度的局部減少約50%,尤其是縱向(縱向裂紋)。
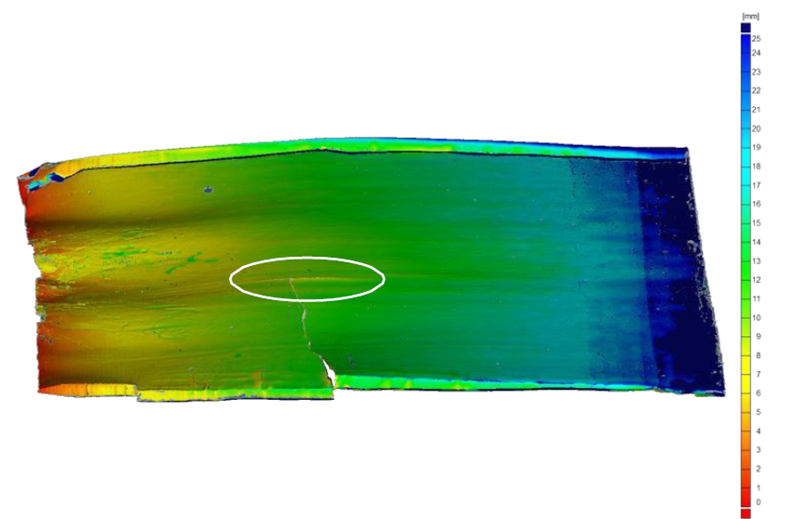
在圖9和圖10中,縱向裂紋用白色橢圓形標記。這種斷裂的橫向裂紋發生在從(cong) 機器中提取斷裂殼的過程中,因為(wei) 殼是從(cong) 模具的頂部提取出來的;很明顯,外殼在角落區域有一個(ge) 橫向局部薄殼,從(cong) 而引發了這種裂紋(圖11,藍線)。
為(wei) 了能夠闡明厚度的減少,使用多個(ge) 位置來沿著一條線測量外殼厚度。
在斷裂部分選擇兩(liang) 組位置,三組在橫向位置,三組在縱向位置。圖10顯示了這些位置。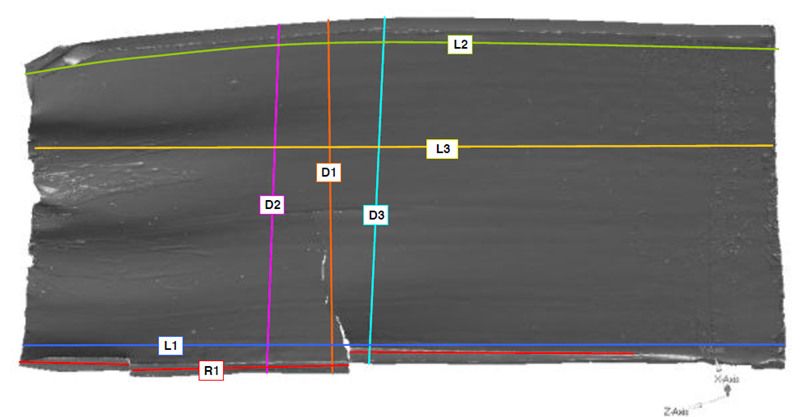
線路選擇如下:
- R1(紅線):窄麵(南)縱向平麵,距拐角約15mm。
- L1(藍線)和L2(綠線):都是在縱向截麵,距拐角約15mm處,L1靠近南窄麵,L2靠近北窄麵。
- L3(深黃色線):縱剖麵,比較板中間和兩(liang) 側(ce) 的外殼厚度。
- D1(橙色線):位於(yu) 縱向裂紋的中間
- D2(粉紅色線)和D3(綠鬆石線):分別位於(yu) 裂紋末端和開始處。
這些位置與(yu) 3D視圖的比較結果顯示,縱向截麵如圖11和橫向截麵如圖12所示。
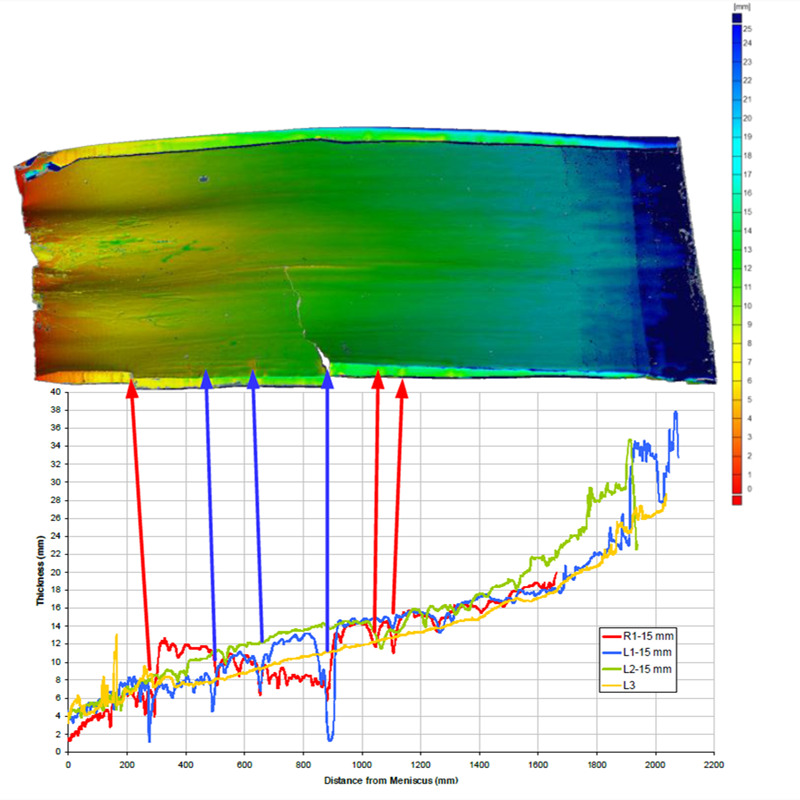
同樣,這些線條更清楚地顯示殼厚度的減少,表明局部和麵積的減少。
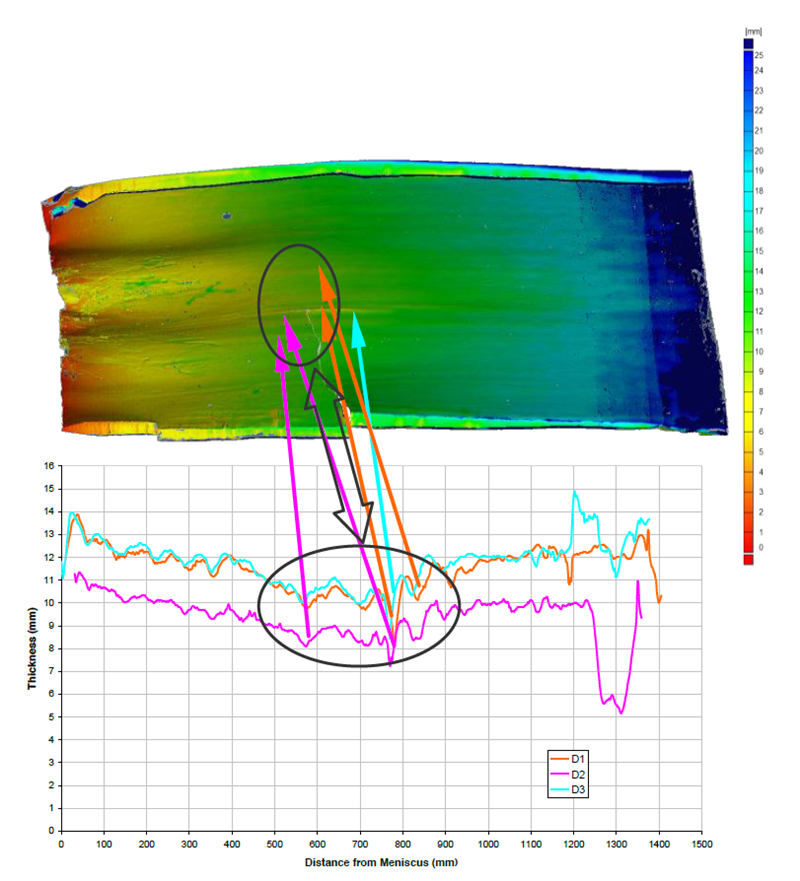
圖12橫向截麵與(yu) 3D視圖的比較結果
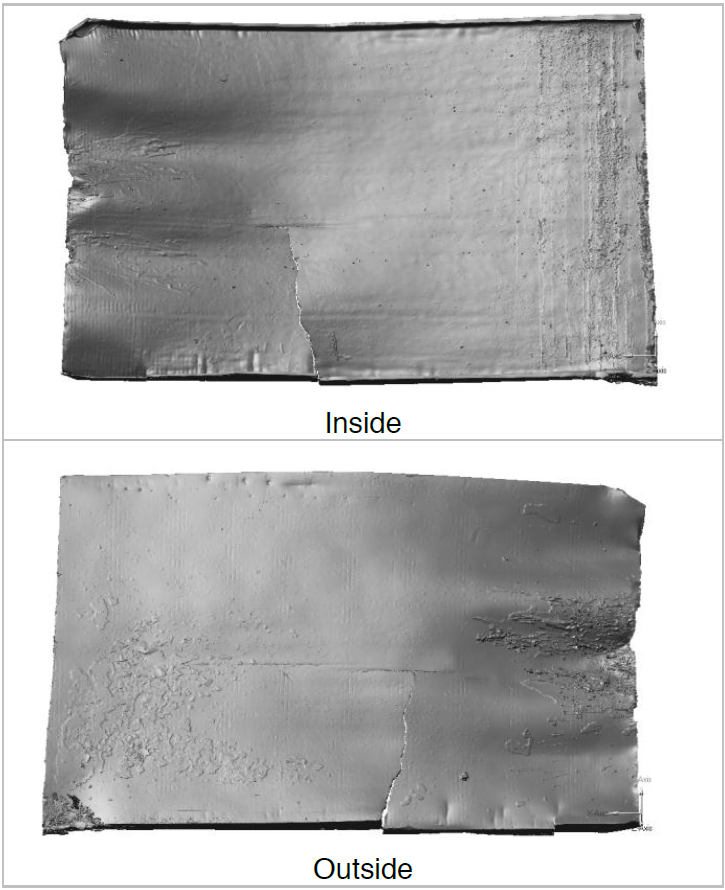
3D激光測量也可以評估斷裂殼體(ti) 的表麵輪廓(平滑度)(圖13)。
考慮到殼層厚度的局部減少,觀察斷裂殼層的內(nei) 外表麵輪廓是很有趣的。
根據表麵研究的結果,在3D結果中可以使用一個(ge) 假設的平麵切割來評估殼厚度。
為(wei) 了評估凹陷,選擇了前麵7個(ge) 剖麵中的3個(ge) (圖10中的3個(ge) )進行平麵切割分析。
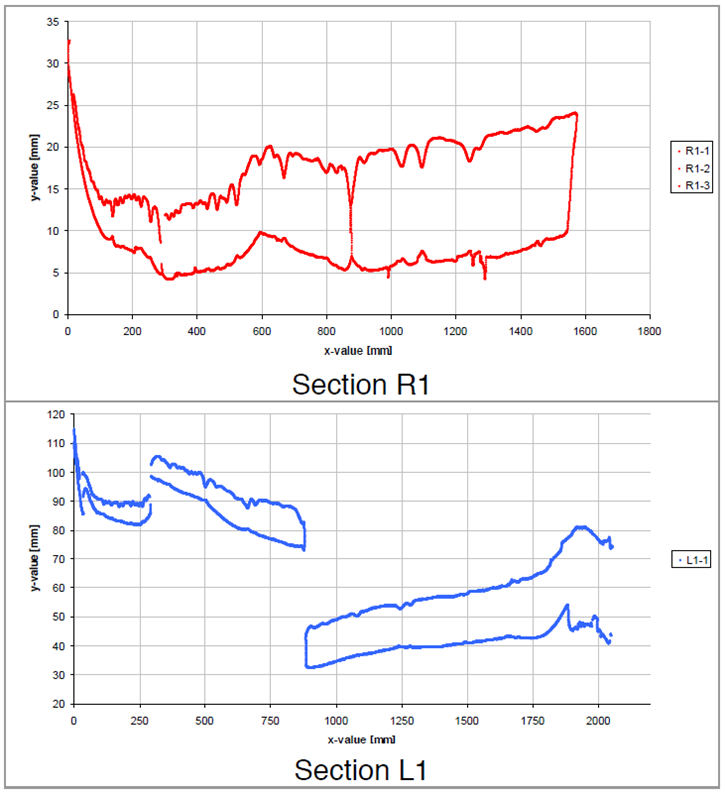
在圖14中,靠近斷裂孔的兩(liang) 個(ge) 部分R1和L1都表明殼(凹陷)的變薄來自斷裂的內(nei) 部。
在這次斷裂中,熱電偶信號也與(yu) 水平麵上的殼層厚度進行了比較。
在圖15中,熱電偶信號在3分鍾內(nei) 的平均值(綠線和綠點)、最大值(淺藍色線和淺藍色點)和最小值(洋紅色線和洋紅色點);與(yu) 斷裂殼中測量的外殼厚度(圖10和圖12中的橙色線)進行比較。
圖中還繪製了槽和鑽孔源的位置(深藍色方塊)、漏鬥形(紅線)、熱電偶的位置(紅色方塊)、通常使用的兩(liang) 種傳(chuan) 感類型的位置(灰色和深藍色線)。
從(cong) 這張圖中可以清楚地看出,熱電偶信號遵循與(yu) 殼層厚度相同的趨勢。然而,這與(yu) 殼層厚度、變薄和模具特征(水槽、孔紋、熱電偶位置或漏鬥形狀)沒有相關(guan) 性。
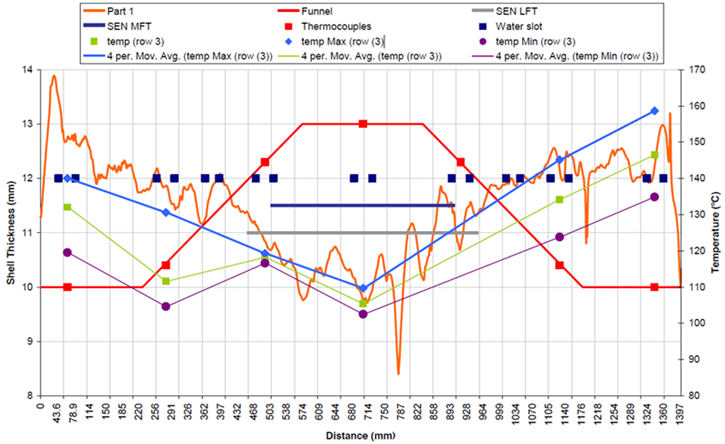
考慮到兩(liang) 個(ge) 斷裂的殼體(ti) 厚度與(yu) 熱電偶讀數遵循相同的趨勢,殼體(ti) 變薄最合理的解釋是殼體(ti) 和模具之間的低導熱層。
如果殼變薄的原因是由於(yu) 高鋼流量從(cong) 內(nei) 部衝(chong) 刷殼,那麽(me) 熱電偶將看到與(yu) 現在看到的相反的趨勢,即當殼較薄時,信號將顯示更高的溫度。
這種低導電層可以是空氣;由於(yu) 這種材料的隔離特性,熱電偶不能記錄殼體(ti) 表麵的“真實”溫度;由於(yu) 缺乏良好的熱提取,外殼很薄。
傳(chuan) 熱模型CON1D模擬了連鑄過程的幾個(ge) 方麵,包括殼體(ti) 和模具溫度、熱通量、界麵微觀結構和速度、預測錐度的收縮估計、模具水溫上升和對流傳(chuan) 熱係數、界麵摩擦等許多現象。傳(chuan) 熱計算通過殼體(ti) 的厚度和界麵間隙進行了一維計算,並在模具中進行了二維傳(chuan) 導計算。在現代電腦上,整個(ge) 模擬隻需要幾秒鍾
為(wei) 了使CON1D能夠準確預測熱電偶溫度,該模型采用三維傳(chuan) 熱方法進行了校準計算以確定每個(ge) 模具麵的偏移距離,以調整熱電偶的模型深度
驗證殼體(ti) 與(yu) 模具之間低導電層的理論;用CON1D對5.2m/min的鑄造速度和新模板,即最大銅層進行了兩(liang) 次計算,模擬工作按照以下標準進行:
1- 模具與(yu) 鋼殼之間無氣隙的模擬;
2- 模擬在彎月麵處從(cong) 零到模具出口處從(cong) 0.05毫米的厚度拋物線增加之後的氣隙模擬(圖16中的綠線,第二Y軸)
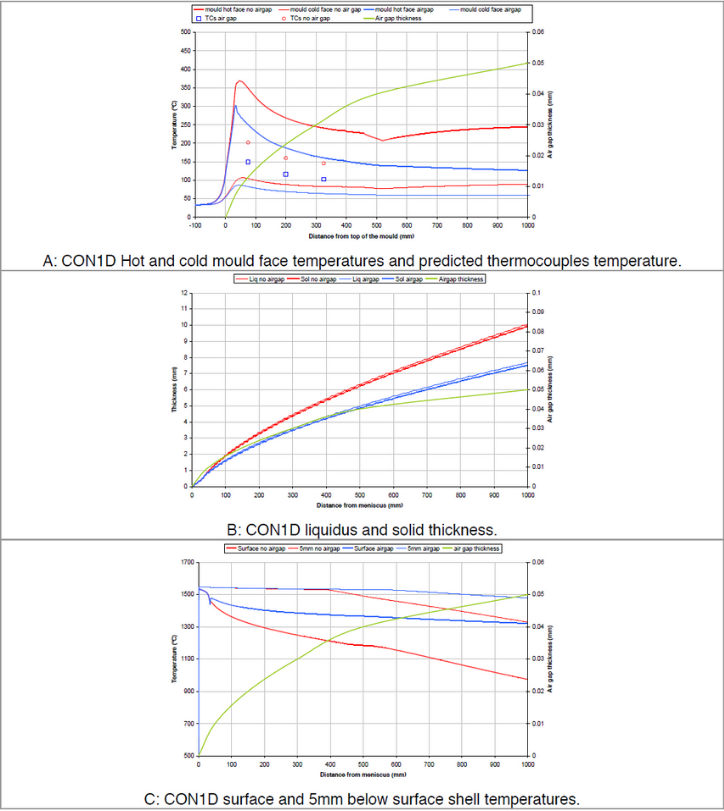
從(cong) 圖16可以看出,即使殼與(yu) 模具之間有很小的氣隙(模具出口最大為(wei) 0.05mm)也會(hui) 對凝固產(chan) 生有顯著影響。
由於(yu) 空氣的低導電性能(導電率為(wei) 0.06W/mK),如預期的那樣,存在氣隙時的模具溫度將低於(yu) 無氣隙時的模具溫度(圖16A中的紅線表示有氣隙模擬,圖16A中的藍線表示無氣隙模擬);同樣的行為(wei) 將具有熱電偶信號(圖16A中紅色圓圈表示無氣隙,藍色方塊表示氣隙)
因此,當鋼和模具之間存在氣隙時,外殼將更薄(圖16B中的藍線表示有氣隙模擬,紅線表示無氣隙模擬)。
此外,氣隙模擬中殼體(ti) 的表麵溫度比沒有氣隙時的表麵溫度以及低於(yu) 表麵5毫米的溫度更高。此外,在有氣隙的模擬中,表麵和表麵下5毫米之間的溫差低於(yu) 無氣隙情況(圖16C中的藍線表示有氣隙模擬,紅線表示無氣隙模擬)。
在CON1D模型中,殼層厚度由液相線和固相線之間的位置插值定義(yi) ,溫度對應於(yu) 特定的固體(ti) 分數,(fs)等於(yu) 0.1,該分數是合理的,因為(wei) 樹突間液體(ti) 在斷裂期間由表麵張力保持。
為(wei) 了比較預測的穩定殼厚度與(yu) 斷裂殼的厚度,需要進行校正以說明,在斷裂期間液態金屬排出時發生的凝固時間。因此,根據公式(1),穩態模擬中的時間對應於(yu) 斷裂殼下方的距離:

其中:
td:排水時間,是金屬水平液麵從(cong) 彎月麵下降到獲得斷裂殼層的時間[min]
Z:獲得的斷裂殼切片[m]
Vc:鑄造速度[m/min]
t:瞬態時間[min]
排水時間根據伯努利方程和質量平衡計算,公式(2):

其中:
Zb:彎月麵的斷裂孔位置[min]
CD:排水係數[-]
N:板坯厚度[min]
W:板寬[min]
db:斷裂孔直徑[min]
這個(ge) 裂縫的洞位於(yu) 狹窄的表麵。假設流向模具的鋼流被切斷,
同時金屬水平液麵開始下降到彎月麵以下,斷裂孔直徑從(cong) 35mm開始,並在所有液態鋼排出時線性增長到55mm。表1顯示了計算中使用的變量。
| Variable | Units | |
| Zb | (m) | 1.4 |
| z | (m) | From 0 to 1.1 |
| CD | 1 | |
| N | (m) | 0.07 |
| W | (m) | 1.25 |
| VC | (m/sec) | 5.2 |
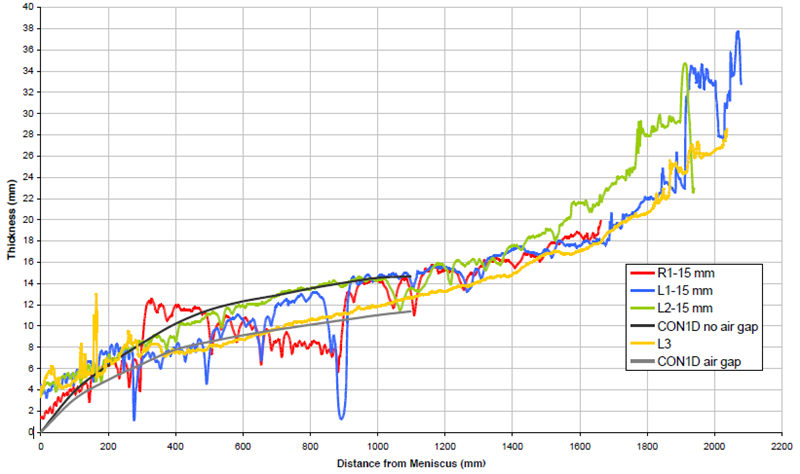
圖17給出了在穩態和瞬態條件下的預測殼層厚度。與(yu) 瞬態預測的緊密匹配普遍傾(qing) 向於(yu) 驗證假設。彎月麵板附近的外殼厚度預測不足,可能是由於(yu) 在斷裂開始後、液麵水平控製和流量關(guan) 閉之前,進入模具的液體(ti) 流量增加的時間較短。這將允許液位隨著斷裂殼的頂部向下移動一段較短的時間間隔(不包括在計算中),從(cong) 而在斷裂殼的頂部提供額外的凝固時間。這是一種在斷裂殼層中非常常見的現象。
借助激光測厚技術,可以得出以下結論:
●激光測量是測量斷開殼體(ti) 三維厚度分布的一種有價(jia) 值的工具。
●斷裂殼無恒定厚度,顯示三種變薄趨勢:
- 在縱向方向上的局部變薄
- 在垂直方向上的局部變薄
- 外殼區域的變薄
●一些變薄,同時出現縱向和橫向裂紋。
●斷裂殼的表麵比內(nei) 部更光滑。
●殼厚度與(yu) 熱電偶信號有關(guan) ,較薄的殼溫度越低,較厚的殼溫度值越高。
●即使在這裏分析的兩(liang) 種情況中變薄的原因尚未完全了解,也可能在鋼殼和銅模具之間放置絕緣層(氣隙),而殼變薄不是由模具流體(ti) 流動造成的。
●鋼板上的槽和/或鑽孔源的位置與(yu) 鋼殼的變薄之間沒有明顯的關(guan) 係。
1 , "GOM MBH", Vol. Mittelweg 7-8, 38106 Braunschweig, Germany, 2011, pp.
2 Santillana, B., Hibbeler, L. C., Thomas B.G., Kamperman A.A., and van der Knoop W., "Heat Transfer in Funnel-mould Casting: Effect of Plate Thickness", ISIJ International, Vol. 48, No. No 10, 2011, pp. 1380-1388.
3 Meng Y., "Modelling Interfacial Slag Layer Phenomena in the Shell/Mold Gap in Continuous Casting of Steel", PhD Thesis, University of Illinois at Urbana-Champaign, 2004.
與(yu) 本文關(guan) 聯的產(chan) 品:



