為中國工業健康發展貢獻力量!為中國客戶提供多種檢測儀器以及化工原材料。

金屬壓鑄脫模劑原理講解了不同蠟的功能、壓鑄離型效果、殘留情況以及一些數據對比。
1、高熔融粘度產(chan) 生脫模作用
由於(yu) 蠟的高熔融粘附性,模具金屬表麵的蠟添加劑流速高於(yu) 流動的液態氧化鋁。該流體(ti) 流動界麵層的稠度與(yu) 離型膜的粘度成正比。
常用高密度聚乙烯蠟或改性聚丙烯蠟。
 高密度聚乙烯蠟
高密度聚乙烯蠟
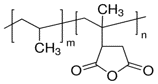 改性聚丙烯蠟
改性聚丙烯蠟
推薦型號
Ultralube產(chan) 品 | 蠟的類型 | 熔點 | 粘度 |
E-1058 | 高密度聚乙烯 | 120-125°C | 1100 mPas/140°C |
E-846A | 高密度聚乙烯 | 138°C | 1100 mPas (140°C) |
E-912 | 高密度聚乙烯 | 146°C | >8000 mPas (140°C) |
E-660 | 改性聚丙烯 | 150°C | 800 mPas (170°C) |
E-XP08060604 | 改性聚丙烯 | 156°C | 1100 mPas(170°C) |
一般用改性聚酯或聚酰胺蠟。
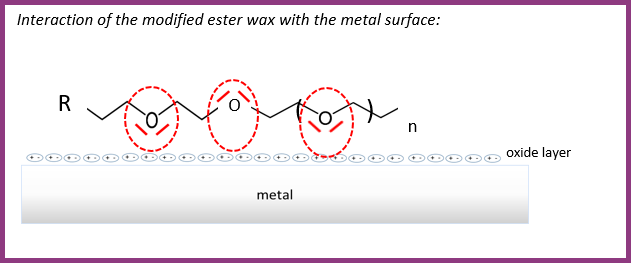
改性聚酯和金屬表麵相互作用
改性聚酯蠟的極性酯基團和線性分子,使得它與(yu) 金屬表麵有很好的附著力和親(qin) 和力。這種附著力在金屬加工時提供了離型/潤滑效果。
推薦型號:D-840
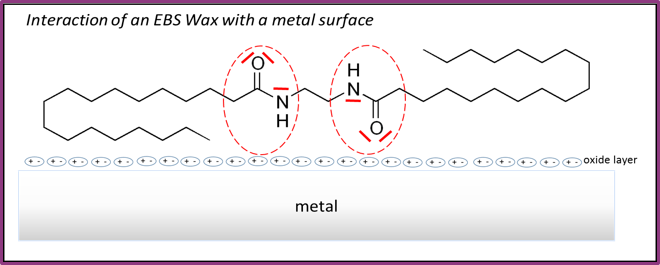
聚酰胺和金屬表麵相互作用
由於(yu) 氮的自由電子與(yu) 模具金屬表麵電子相互作用,所以這種酰胺蠟的分子結構讓它與(yu) 金屬表麵有很好的附著力,這種附著力在金屬加工時提供了離型/潤滑效果。
推薦型號:E-7098
Ultralube® 產(chan) 品 | 蠟的類型 | 離型效果 |
E-7098 | 改性聚酯 | 對金屬表麵的高親(qin) 和性產(chan) 生離型效果 |
D-840 | 聚酰胺 | |
D-8400 | 改性聚酯 / 聚酰胺 | |
E-912 | 高密度聚乙烯 | 高熔融粘度產(chan) 生離型效果 |
E-1058 | 高密度聚乙烯 | |
E-846A | 高密度聚乙烯 | |
E-660 | 改性聚丙烯 | |
E-XP08060604 | 改性聚丙烯 | 高熔融粘度產(chan) 生離型效果 + 對金屬表麵的高親(qin) 和性 |
SE-112 | 改性聚二甲基矽氧烷 | 可塗布離型劑 |
型號 | 蠟的類型 | 粘度 | 固含 | 熔點 |
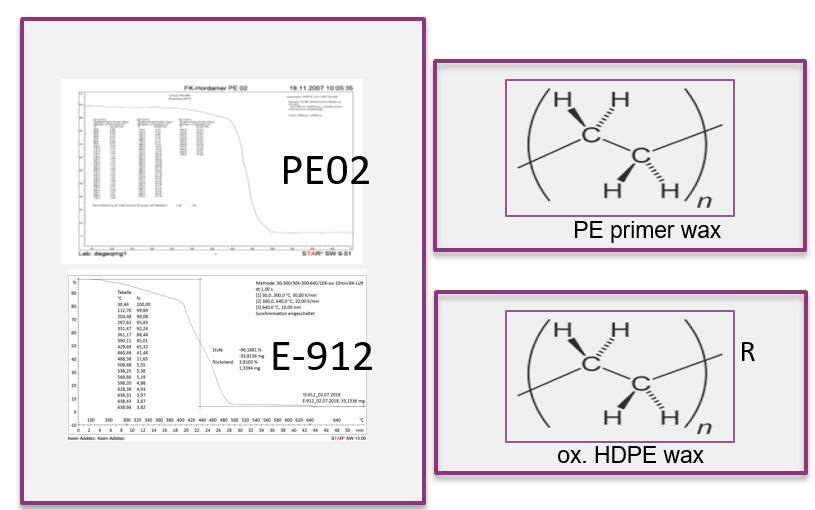
Ultralube® E-912 | 高密度聚乙烯 | >8000 mPas 140°C | 35 | 146°C |
PE 02 | 初級聚乙烯 | 無數據 | 40 | 95°C |
型號 | 殘留率 [%] | ||||
200°C | 300°C | 400°C | 500°C | 600°C | |
Ultralube® 912 | 98 | 96 | 83 | 6 | 3,8 |
PE02 | 98 | 97 | 86 | 3 | 2,8 |
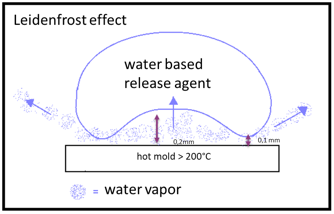
兩(liang) 種蠟都沒有“萊頓弗羅斯特”現象
型號 | 蠟的類型 | 粘度 | 固含 | 熔點 | pH值 | 離子類型 |
Ultralube® E-912 | 高密度聚乙烯 | >8000 mPas 140°C | 35 | 146°C | 9,5 | 非離子 |
PE 02 | 初級聚乙烯 | 無數據 | 40 | 95°C | 11 | 陰離子 |
PE 03 | 初級聚乙烯 | 無數據 | 40 | 95°C | 9 | 陰離子/非離子 |
型號 | 蠟的類型 | 固含 | 熔點 | pH值 | 離子類型 | 殘留情況 |
PE 34 | 初級聚乙烯 + 添加劑 | 38 | 95°C | 9 | 陰離子/非離子 | |
Ultralube® T XP -19021096 | 高密度聚乙烯 + 添加劑 | 37 | 146°C/70°C | 9 | 陰離子/非離子 | 添加額外的助劑以避免模具中的殘留物 |
T XP-19021097 | 高密度聚乙烯 + 添加劑 | 38 | 146°C | 9 | 陰離子/非離子 | 與(yu) PE34比較 |
模具上的殘留問題
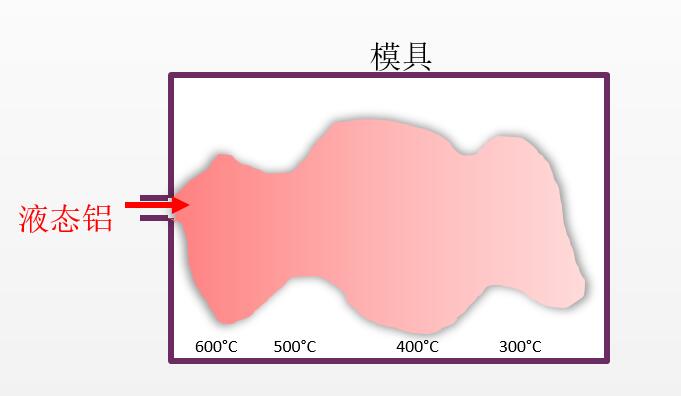
在壓鑄過程中我們(men) 發現模具中不同空間位置的溫度不同。熱的鋁被壓進模具並且在裏麵冷卻,導致模具不均勻的溫度分布。在模具中溫度低的部分會(hui) 時常出現蠟堆積後產(chan) 生的殘渣。這些殘渣會(hui) 帶來鑄造過程中模具最大壓力的降低和尺寸偏差。
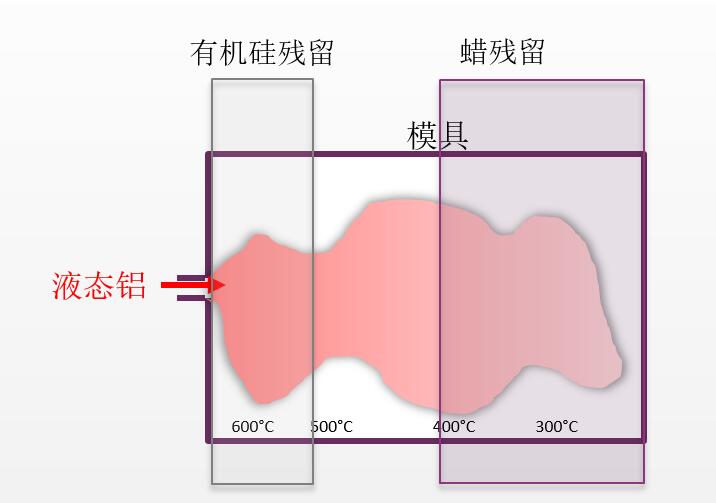
冷區域裏溫度不足以燃燒掉所有的蠟,導致蠟容易堆積需要用機械外力清除。 盡管聚矽氧烷在模具的高溫部位形成的是玻璃狀殘餘(yu) 物。 這些殘留物也必須通過機械方法除去(例如用幹冰清洗)
壓鑄工藝的溫度
合金 | 壓鑄溫度 [°C] | 模具溫度 [°C] |
鋅合金 | 390-410 | 80-170 |
鎂合金 | 650-680 | 190-250 |
鋁合金 | 650-720 | 150-340 |
銅合金 | 900-960 | 460-600 |
案例:液體(ti) 鋁壓鑄過程的溫度區間與(yu) 殘留物
案例:不同種類的蠟在壓鑄中的殘留情況
型號 | 蠟的種類 | 殘留率 [%] | 殘留物 | ||||||
200°C | 300°C | 400°C | 500°C | 600°C | 80% | 50% | Δ | ||
Ultralube® E-7098 | 改性聚酯 | 99,8 | 99 | 6 | 1 | 0,6 | 382°C | 384°C | 2 |
Ultralube® D-840 | 聚酰胺 | 100 | 99,8 | 52 | 1,5 | 0,5 | 382°C | 402°C | 20 |
Ultralube® D-8400 | 改性聚酯 / 聚酰胺 | 100 | 99,5 | 22 | 4 | 1,1 | 355°C | 360°C | 5 |
Ultralube E-1058 | 高密度聚乙烯 | 100 | 98 | 54 | 2 | 0,9 | 372°C | 404°C | 32 |
Ultralube® E-846A | 高密度聚乙烯 | 100 | 98 | 58 | 8 | 1,2 | 355°C | 438°C | 83 |
Ultralube® E-660 | 改性聚丙烯 | 99 | 96 | 50 | 1 | 0,3 | 352°C | 399°C | 47 |
Ultralube® E-XP08060604 | 改性聚丙烯 | 99 | 98 | 50 | 1 | 0,2 | 375°C | 400°C | 25 |
Ultralube® E-912 | 高密度聚乙烯 | 98 | 96 | 83 | 6 | 3,8 | 408°C | 436°C | 28 |
Ultralube SE-112 | 改性聚二甲基矽氧烷 | 100 | 98 | 36 | 14 | 11,6 | 365°C | 375°C | 10 |
- UltralubeE-7098能提供更好的穩定性
-UltralubeE-7098/UltralubeE-8400在最終應用上提供良好的潤濕性和硬水穩定性;由於(yu) 對模具表麵的高附著力,提供良好的離型效果
-UltralubeE-7098 / Ultralube E-8400做為(wei) 配方中使用的低粘度蠟,對熱模具有噴砂效果
-UltralubeE-7098 / UltralubeE-8400在模具低溫部位的殘留物能夠在下一次噴灑脫模劑時再乳化。 這也避免一定次數的額外清潔
-乙氧基化酯蠟在模具表麵上可穩定至380℃(熱失重分析)。 在較高溫度下,蠟很快分解。 分散體(ti) 可無限製地與(yu) 水混合而不分離
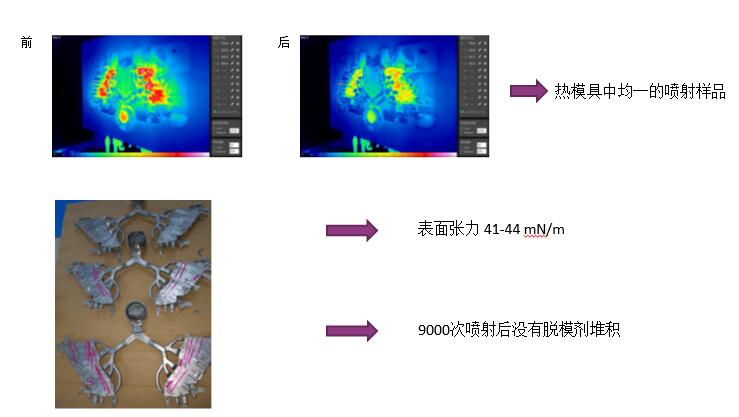
案例:含有D-840和E-660的無矽脫模劑 9000次噴射後沒有脫模劑堆積
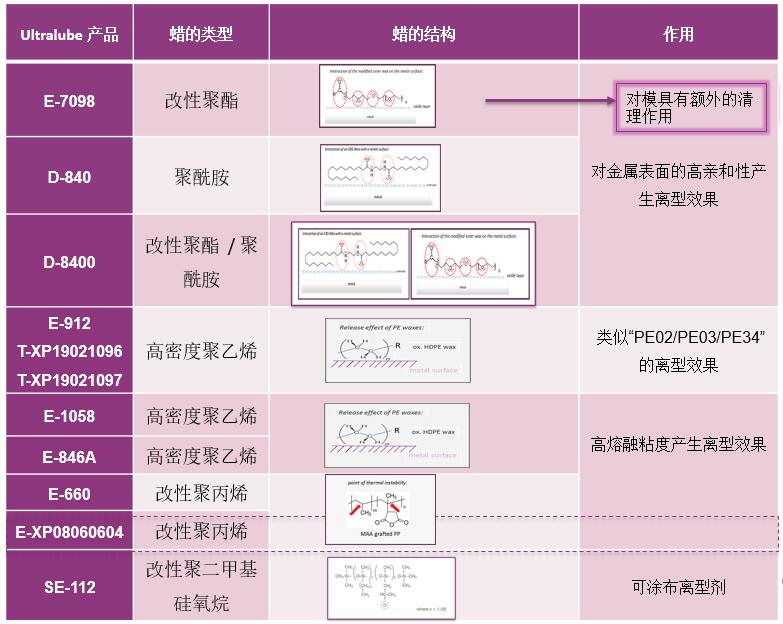
Ultralube 產(chan) 品 | 蠟的類型 | 作用 |
E-7098 | 改性聚酯 | 對金屬表麵的高親(qin) 和性產(chan) 生離型效果; 其中E-7098對模具有額外的清理作用 |
D-840 | 聚酰胺 | |
D-8400 | 改性聚酯 / 聚酰胺 | |
E-912 T-XP19021096 T-XP19021097 | 高密度聚乙烯 | 類似“PE02/PE03/PE34”的離型效果 |
E-1058 | 高密度聚乙烯 | 高熔融粘度產(chan) 生離型效果 |
E-846A | 高密度聚乙烯 | |
E-660 | 改性聚丙烯 | |
E-XP08060604 | 改性聚丙烯 | |
SE-112 | 改性聚二甲基矽氧烷 | 可塗布離型劑 |