為中國工業健康發展貢獻力量!為中國客戶提供多種檢測儀器以及化工原材料。

的應用
在汽車生產(chan) 製造過程中,隨著汽車質量標準的不斷提高,車身、外飾顏色件在完成顏色塗裝之後,都要使用色差儀(yi) 對色差進行檢測,因此目前色差儀(yi) 被廣泛地應用於(yu) 汽車生產(chan) 控製色差。
對車身進行色差儀(yi) 測量,一般選擇車身上的若幹個(ge) 點分別進行測量,以了解車身各部分的狀態。應盡量選擇平麵進行色差儀(yi) 測量,避免漏光,以保證測量的準確性。
色差儀(yi) 測量
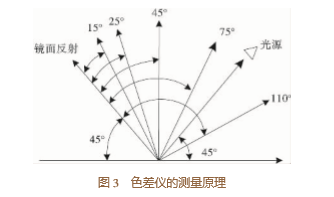
其原理是將色差儀(yi) 的測量孔嚴(yan) 密貼合在被測物的表麵上, 色差儀(yi) 光源由 45°照射被測物表麵,各方向的感應器接收反射光並將接收到的反射光數據化。這裏定義(yi) 被接收到的反射光與(yu) 鏡麵反射光之間的夾角為(wei) 測量角度,如圖 3 所示,某型號色差儀(yi) 可獲得 15°、 25°、 45°、 75°、110° 5 角度的 L 、 a 、 b 或 L 、 c 、 h 等數據,其中最常 用的是 25°、 45°、 75° 3 角度的 L 、 a 、 b 數據。
色差儀(yi) 測量結果的影響因素
1、色差儀(yi) 使用手法的影響
不同測量者在使用色差儀(yi) 測量的時候,可能得出不同的數據。 我們(men) 選擇了3 位測量者,使用同一台色差儀(yi) 測試 同一塊色板的同一位置,通過細致分析, 3 位測量者的操作都沒有錯誤。
通過分析數據,發現不同測量者之間產(chan) 生差別較 大的數據集中在 L 值上,猜測這和按壓色差儀(yi) 的力度有關(guan) :
1)測量者按壓過輕,在測量時可能會(hui) 發生漏光等現象,造成測量結果不準確;
2)測量者按壓過重,可能造成色板的變形,導致其他光強的變化。 因此保持穩定和適中的按壓力度,是使用色差儀(yi) 測量的一個(ge) 關(guan) 鍵點。
2、色差儀(yi) 校準的影響
色差儀(yi) 的校準分為(wei) 白板和黑板 2 個(ge) 部分。針對校準過程中不同色差儀(yi) 配置的白板和黑板能否混用,是 否影響色差儀(yi) 測量的數值,我們(men) 做了一組試驗:使用 2 台色差儀(yi) 及其配置的 2 套白板、黑板,采用不同組合的 校準方式,對某顏色的色板進行色差測量,得出結果如 表 2 所列。
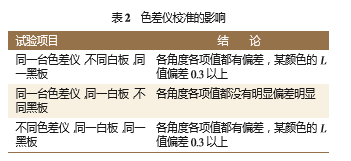
由此我們(men) 得出如下結論:
1)色差儀(yi) 和白板是一一對應的。如白板丟(diu) 失或損 壞,則需要將色差儀(yi) 返廠進行色差儀(yi) 與(yu) 新白板的匹配 校準處理。
2)色差儀(yi) 所配的黑板是通用的。黑板如果丟(diu) 失或 損壞,可以共用其他同型號色差儀(yi) 的黑板。
3 、充電的影響
當色差儀(yi) 電量不足時,測試數據會(hui) 有一定偏差。色 差儀(yi) 在電量不足時會(hui) 給予提示,根據提示用戶及時進 行充電。
色差儀(yi) 測量及影響因素,以上就是這個(ge) 問題的詳細介紹,對於(yu) 色差儀(yi) 測量應采用正確的測量方式,避免相關(guan) 因素影響結果。



